Importing models
1) Have the students load up their model onto a USB stick.
2) Transfer the file onto the computer.
Do not let them generate their own G-code for the printer. We need to check to see if the file is actually printable and set other settings. The only way to do it is to check for ourselves.
The file must be an STL file. The program can not use a G-code. It can print it but it will not follow our settings.
3) Open up Cura
Do not update Cura! Lulzbot specifically designed this version of Cura to work with their printers. Other versions will not print from the USB correctly or give it the correct G-code to print accurately.
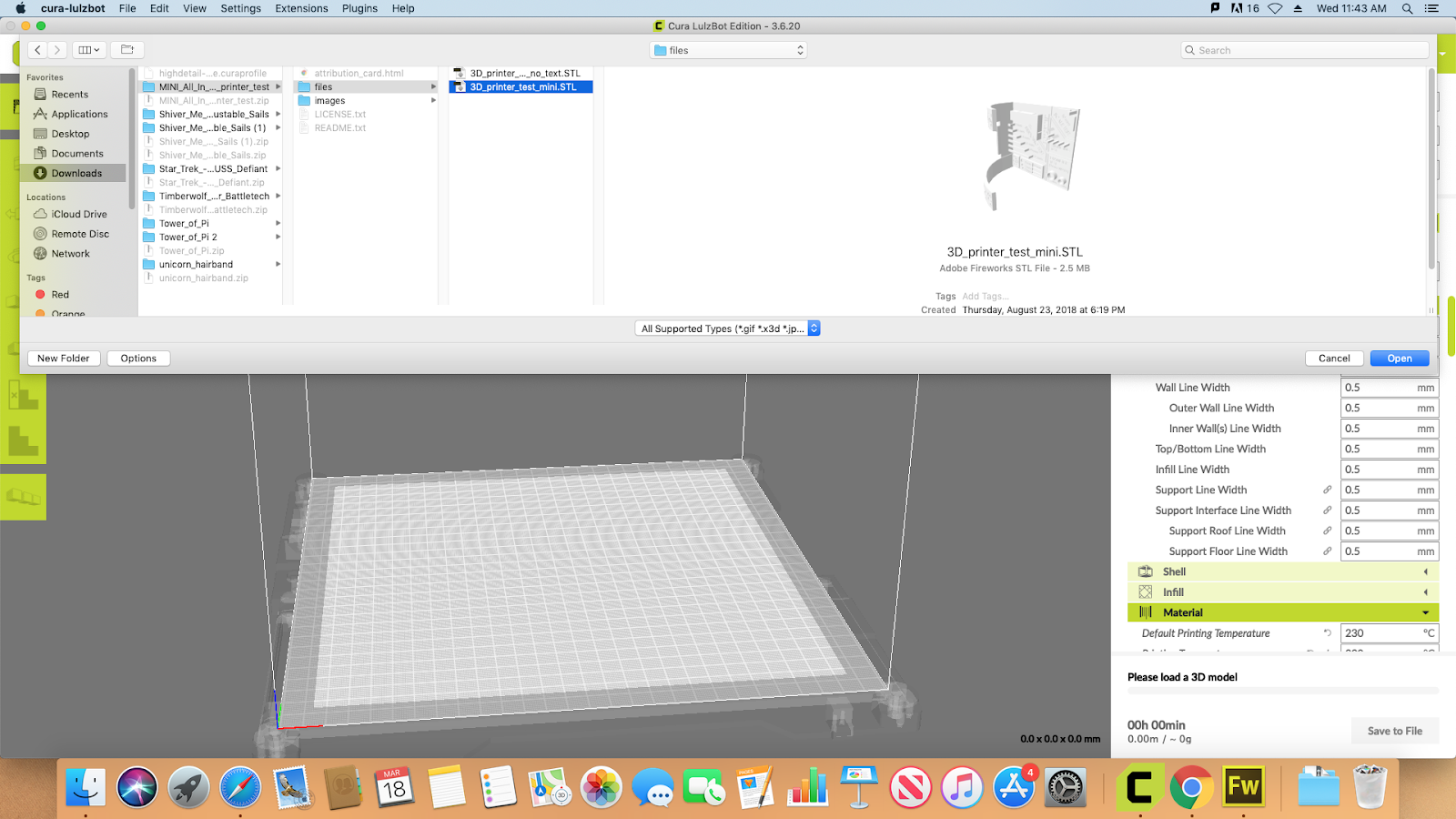
4) Import the model.
Click on the folder in the top left hand side of the screen.
Locate the file you want to print and click Open
5) Position your model.
On the left hand side of the screen, there are several icons on it allowing you to move and adjust your model. Try to get it centered and connecting with the build plate as much surface area as possible.
Moves the model. Red moves the X axis. Green moves the Y axis. Blue moves the Z axis.
Scales the model. X scales the X axis. Y scales the Y axis. Z scales the Z axis
If this is supposed to be an accurate print, do not use this function. It will not be as good as what the modeling software that was used to create this. Some details might get blown out of proportion and we cannot change these.
The recommended way of scaling is:
Rotates the model
There are different attributes to the way a model’s rotation.
If you want a shorter print time make sure the print isn’t tall and is laying more flat on the surface
Depending on how this model is used you might want to rotate it based on the forces that will be applied to it. Remember it is just one layer sitting on top of another. It is easier for the item to break if the forces slide one layer off the other, but harder if the forces are pressing down on both layers.